Nature’s Sunshine Products: Standardy jakości i certyfikaty
Wierzymy, że dobre zdrowie i samopoczucie mają moc zmieniania życia. W dzisiejszym świecie przereklamowanych składów, wątpliwych norm jakości i tymczasowych marek, Nature's Sunshine jest sprawdzonym wyborem dla osób poszukujących rzetelnych źródeł wspierających optymalne zdrowie.
Założona w 1972 roku przez rodzinę Hughes, firma Nature's Sunshine przekształciła się w globalną organizację. Historia zaczęła się od jednego innowacyjnego pomysłu: umieszczenia ziół w kapsułkach, aby uczynić suplementy diety łatwymi do spożycia. W ciągu ostatnich czterdziestu pięciu lat staliśmy się globalną siłą na rzecz zdrowia, działającą na 26 rynkach całego świata.
Naukowe podejście i Centrum Badań im. Hughesa
Innowacja to główna zasada Nature's Sunshine Products. Z dumą kontynuujemy nasze dziedzictwo innowacyjności, otwierając w lutym 2015 roku Centrum Badań i Innowacji im. Hughesa.
Wyposażone w nowoczesny sprzęt i łączące wiedzę naukowców, badaczy oraz specjalistów medycznych, Centrum Badawcze Hughes stwarza unikalne środowisko dla odkryć naukowych. Dział Badań i Rozwoju — zespół siedmiu naukowców, w tym pięciu ze stopniem doktora (PhD) i dwóch lekarzy medycyny (MD) — pracuje nad tworzeniem nowych produktów oraz testuje nowe składniki i receptury. Aby ocenić skuteczność nowych formuł opracowanych przy użyciu najnowocześniejszego sprzętu, zespół NSP przeprowadza własne testy produktów z udziałem ochotników.
Bezkompromisowa kontrola jakości (600+ testów)
Firma z pewnością gwarantuje czystość i skuteczność każdego produktu sygnowanego marką Nature's Sunshine Products. Po pierwsze, Nature's Sunshine Products Inc. posiada nie jedno, a SZEŚĆ laboratoriów. Każdego roku NSP wydaje około 2 500 000 dolarów wyłącznie na doskonalenie systemu kontroli jakości, który realizuje zamknięty cykl całego procesu — od surowca do produktu końcowego.
Specjaliści NSP rozpoczynają kontrolę jakości już na etapie pozyskiwania odpowiednich surowców. Dlatego wszystkie rośliny są zbierane ściśle w okresie ich najwyższej wartości użytkowej. Firma produkuje wyłącznie wyroby wysokiej jakości według rygorystycznych standardów. Z tego powodu surowce o niewłaściwej jakości były zwracane dostawcom (np. Perfect Eyes – rok 2000, Paw Paw – rok 2018, Morinda – rok 2019).
Pracownicy firmy stosują ponad 600 testów i procedur, aby mieć pewność, że jakość produktów NSP jest najwyższa w branży.
Kluczowe metody testowania laboratoryjnego:
- Spektroskopia w podczerwieni (FTIR): W istocie FTIR to detektor autentyczności. Za jego pomocą określa się czystość próbki i jej tożsamość.
- Wysokosprawna chromatografia cieczowa (HPLC): HPLC to supernowoczesny, wysoce czuły i zautomatyzowany sprzęt. Służy do identyfikacji i analizy składników złożonych roztworów.
- Badanie mikrobiologiczne: Baktometr to specjalistyczny przyrząd służący do określania czystości produktu, potwierdzania jego jakości i braku zanieczyszczeń. Takim badaniom poddawane są zarówno surowce pierwotne, jak i gotowe produkty.
- Chromatografia gazowa (GC): Za pomocą chromatografii gazowej można rozdzielić złożone mieszaniny na poszczególne składniki i określić ich zawartość ilościową.
- Test rozpuszczalności: Najnowocześniejszy sprzęt zainstalowany w laboratoriach Nature's Sunshine potrafi symulować proces trawienia. Test odtwarza motorykę jelit, reżim temperaturowy oraz inne cechy procesu trawiennego.
Moce i etapy produkcji
Główny kompleks produkcyjny znajduje się w stanie Utah, USA. Moce produkcyjne zlokalizowane są na powierzchni ponad 9 tysięcy metrów kwadratowych.
- Przechowywanie surowców: Produkcja zaczyna się od etapu przyjęcia surowców — 7,5 tysiąca specjalnych kontenerów przechowuje produkt wyjściowy. Do prawidłowego i najbardziej efektywnego przechowywania stosuje się najnowocześniejszą metodę — liofilizację (suszenie sublimacyjne).
- Kapsułkowanie i tabletkowanie: Ponad połowa wszystkich produktów Nature's Sunshine to kapsułki. Dziennie z linii produkcyjnej schodzi około 6 000 000 kapsułek. Urządzenia rotacyjne prasują tabletki z prędkością 75 000 sztuk na godzinę.
- Kontrola gotowej produkcji: W firmie NSP przyjęto zasadę — każde opakowanie gotowych preparatów przechodzi kontrolę. Żadna partia nie trafia do konsumenta bez pieczątki potwierdzającej przejście testów i weryfikacji.
Certyfikaty międzynarodowe: Potwierdzenie niezawodności
Produkty firmy NSP spełniają wszystkie standardy jakości, w tym FDA i TGA. Wykaz certyfikatów posiadanych przez produkty NSP: ISO, GMP, NSF, FDA, TGA, WADA, USDA, KO.
-
GMP (Good Manufacturing Practice): Dokument potwierdzający zgodność naszych zakładów produkcyjnych i wszystkich wytwarzanych w nich produktów ze standardami Dobrej Praktyki Produkcyjnej.

- NSF International: Jako niezależna, akredytowana organizacja sprawdza, przeprowadza audyty i certyfikuje produkty oraz systemy. Jej niezależny status gwarantuje, że produkty i sprzęt są testowane i oceniane w sposób całkowicie bezstronny.

- FDA (Food and Drug Administration): Amerykańscy producenci suplementów diety muszą spełniać wymogi FDA. Firma Nature's Sunshine przechodziła wszystkie audyty bez wydawania zaleceń pokontrolnych, numer zatwierdzenia: 14491296482.
- WADA (World Anti-Doping Agency): Certyfikat WADA potwierdza brak zabronionych składników w produktach i zezwala na ich stosowanie przez sportowców.
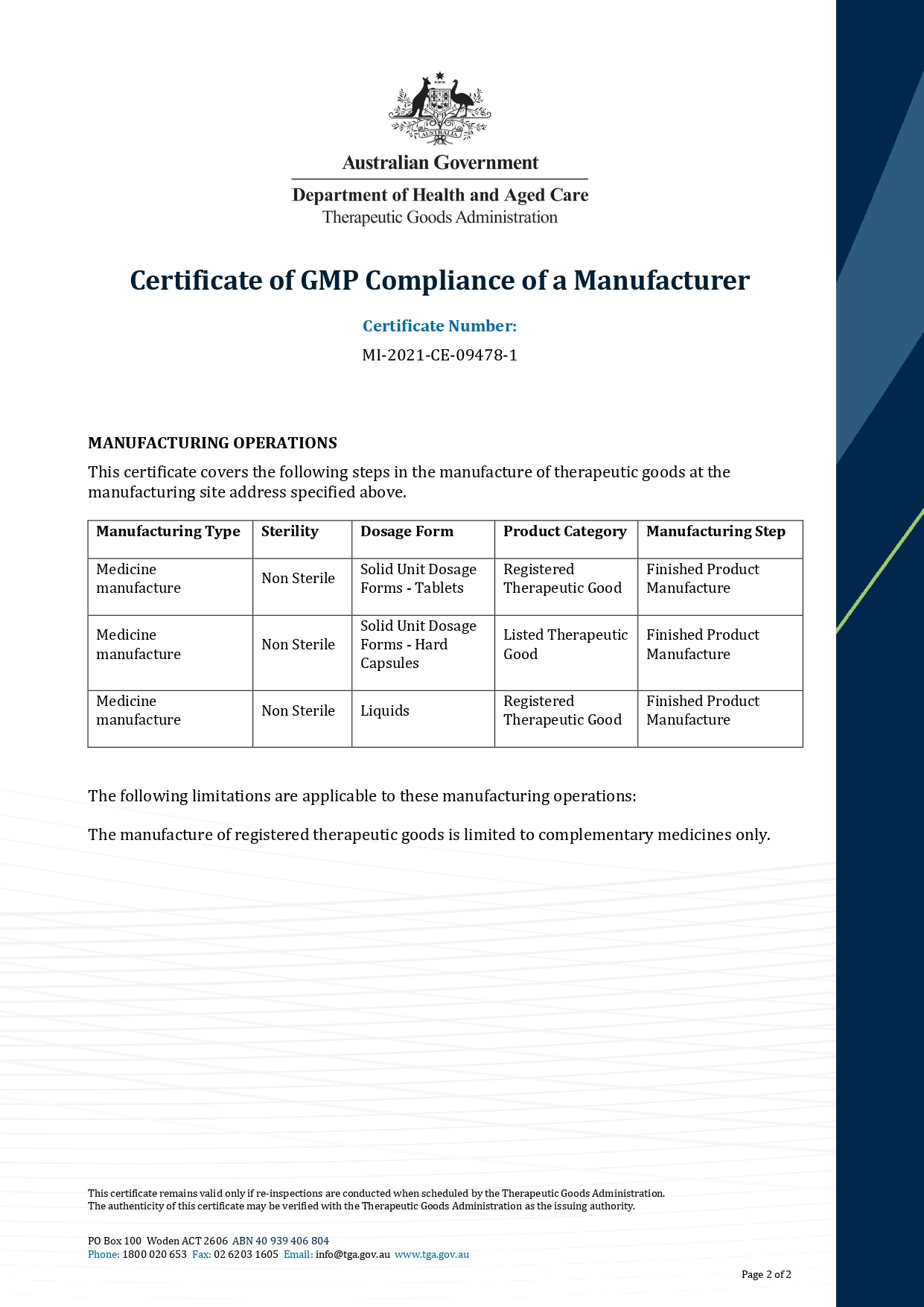
- TGA: Australijska Agencja ds. Produktów Terapeutycznych. Certyfikat ten został uzyskany ze względu na dostępność produktów na terytorium Australii.
- USDA: Wydaje firmie Nature's Sunshine certyfikaty wolnej sprzedaży (Free Sale Certificates). Takie certyfikaty są wydawane dla każdego produktu z osobna i są niezbędne do rejestracji produktów na innych rynkach.
- ISO 9001:2015: Standard ten (Międzynarodowa Organizacja Normalizacyjna) opisuje system zarządzania jakością i tworzy jednolite podejście do tego, jak powinien wyglądać system zarządzania organizacją, aby jej działania były jak najwyższej jakości w zakresie produkcji, kontaktu z konsumentami oraz wewnątrz organizacji wobec pracowników.

Sprawdzona jakość, doświadczenie i rezultaty — oto dlaczego ufają nam i polecają nas specjaliści ds. zdrowia oraz klienci na całym świecie. Obecnie jakość surowców i technologii produkcji Nature's Sunshine wyprzedza światowe standardy.
Zastrzeżenie: Niniejsze informacje mają charakter wyłącznie edukacyjny i informacyjny. Nie stanowią one porady medycznej ani wskazówek dotyczących postępowania. Suplementy diety nie są przeznaczone do diagnozowania, leczenia ani zapobiegania chorobom. Przed zastosowaniem jakichkolwiek suplementów zaleca się skonsultowanie się ze specjalistą.